
光触媒をガラスに塗装すると、ガラスの防汚効果が期待できます。高層ビルや高層マンションといった普段清掃が困難な場所のガラスに最適です。
光触媒コーティング剤の塗装は、専用の塗装機械とスプレーガンを用いて塗装をします。
この記事では、これから光触媒コーティング塗装を事業として取り入れたいとお考えの方に向けて、ガラス用の光触媒コーティング剤を塗装するときに使用する液剤や塗装できる箇所、塗装機材、塗装方法などを解説します。
ガラスの光触媒コーティング施工全体の流れを知りたい方は、「ガラス用光触媒コーティング剤BTG01の塗装方法や注意点」をご参照ください。
ガラスに使用する光触媒コーティング剤

ガラスに使用する光触媒コーティング剤は、ガラス用光触媒コーティング剤(BTG01)です。
ガラス専用の光触媒コーティング剤を使用しないと、ガラス目に塗りムラが出る恐れがあるので、ご注意ください。
なお、ガラス面に下地剤(プライマー)は必要ありません。ガラスは無機物ですから、光触媒によって劣化しないからです。
このようなガラスに光触媒コーティングが最適
ガラスにて光触媒コーティング塗装ができる箇所は、次のような箇所です。
- 住宅の窓ガラス
- ビルやマンション、ホテルの窓ガラス(特に高層ビルや高層マンション)
- 勾配のあるガラス屋根
- 太陽光パネル
- 銭湯の鏡
施工業者は、ご依頼者様に光触媒コーティングしてもらいたいガラス面を確認し、その面積を計算します。塗装面積や足場の有無などに応じて、工事の工程や費用が算出されます。
光触媒コーティング液剤を何リットル用意したらいいのか?
ガラス用光触媒コーティング剤(BTG01)を塗装する量ですが、外壁塗装では、100m2/Lを基本としています。
必要な量を計算し、弊社に液剤をご発注ください。弊社では、光触媒コーティング剤を1L単位で販売しております。
ガラス面の塗装は、外壁と比べたらそれほど面積が広くないので、ほとんどの現場にて1Lで事足りることが多いです。1Lでも液剤が余ってしまう現場がほとんどだと思いますが、液剤は正しく保管すると1年ほど持つので、別の現場でご利用ください。
ガラス用光触媒コーティング剤を塗装する機材
ガラス用光触媒コーティング剤を塗装するときは、ABAC(アバック)温風低圧塗装機と光触媒コーティング専用ノズルを用います。
ABAC温風低圧塗装機とは?
ABAC温風低圧塗装機は、光触媒コーティング塗装に最適な塗装機械です。次の図は、ABAC温風低圧塗装機SG-91です。

装置本体から温風が出るので、光触媒コーティング剤が乾燥しやすいため、塗装の作業効率が上がります。また、SG-91は小型で持ち運びが便利ですから、脚立を使っての光触媒コーティングにも向いています。
SG-91には、ガラスの光触媒コーティング塗装に最適なPN-2Aスプレーガンが付属します。
PN-2Aスプレーガンの塗着効率と液剤の使用量
ガラスの光触媒コーティングは、とても難しいとされています。その理由は、光触媒コーティング剤は塗料と比較して塗布量が少なく、少しでも風が吹いていたら、噴霧した光触媒コーティング剤が風で流されてしまって、塗着効率が極端に低くなるからです。
次の図をご覧ください。ABAC温風低圧塗装機SG-91に付属するPN-2Aスプレーガンは、噴霧された光触媒コーティング剤を包み込むように、エアカーテンが噴き出ます。
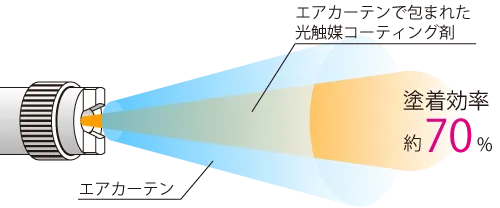
このエアカーテンによって、噴霧された光触媒コーティング剤が飛び散ることを防いでくれるので、多少の風でも問題なく均一な塗装ができます。そのため、塗着効率が約70%と、他のエアスプレーと比べると圧倒的な高さとなります。
ガラス面への光触媒コーティング塗装は、均一な塗装が必須ですので、ABAC温風低圧塗装機と付属のスプレーガンを使用してください。
光触媒コーティング専用ノズルの口径
光触媒コーティング専用ノズルとは、ノズル口径がφ0.3mmといった小口径のノズルを用います。
それよりも大きなスプレーノズルを利用した場合、光触媒コーティング剤を吹き付け過ぎてしまって、塗りムラが生じてしまう場合があります。
塗りムラができると、ガラス面に虹色のムラができてしまい、クレームの元になります。
光触媒コーティング剤はガラス面に強力に定着するので、もし塗りムラになってしまったら、塗装を剥がす作業はたいへんなものになります。
ガラスに光触媒コーティングをする前の準備
ガラスに光触媒コーティングをする場合は、次の準備を行います。塗装機械の動作確認は、現場への移動前に行なっておいてください。
- 足場の設置
- 光触媒コーティング剤が掛かってはいけない箇所への養生
- ガラス面の清掃と研磨
ガラス塗装では、たいていの場合、高い位置まで塗装することになりますから、足場が必要になることが多いです。脚立で届く範囲であれば足場は必要ありません。足場を設置するとコストがかかるので、光触媒コーティングのタイミングは、建物の大規模修繕のタイミングに合わせると効率的です。
電灯やコンセント、近隣の自動車などといった、光触媒コーティング剤がかかってはいけない箇所には、養生シートで養生をします。
ガラス面は、あらかじめ入念に清掃や研磨することが大事です。汚れをしっかり落としておかないと、親水性の効果が弱まり、セルフクリーニングによる防汚ができない場合があります。清掃では、高圧洗浄機を用いて汚れを落とし、その後に油分を洗浄剤で洗い流します。
研磨には、ガラス専用の酸化セリウム配合コンパウンドを利用します。
これほど丁寧に清掃をする理由は、ガラス面に汚れが付着したままだと、光触媒コーティングをしても親水性が出ないからです。研磨まで行い、無垢なガラス面にしておいてからコーティングをします。
ガラス面が研磨できたかどうかは、研磨後のガラス面に水をかけてみます。その水がガラス面に馴染んだら研磨ができており、水を弾くようなら汚れが残っています。無垢なガラス面は表面に水酸基(-OH)が出てくるので、親水性が出るので、その親水性を確かめることで研磨の状態をチェックできます。
ガラス面の清掃は、このように手間がかかるものですから、見積もりを作成するときは、清掃作業の費用も盛り込んでおいてください。
塗装面の清掃方法については、「光触媒コーティング塗装前の清掃方法」をご参照ください。
ガラスへの光触媒コーティング剤の塗装方法
いよいよガラスへの光触媒コーティング剤の塗装です。スプレーガンに接続されている塗料カップに、光触媒コーティング剤を入れて塗装していきます。
スプレーガンの操作方法
スプレーガンとガラス面の距離や、スプレーガンの移動速度や移動方法を解説します。これを守る事によって、塗りムラを無くして、美しく塗装することができます。
30cm離して塗装
スプレーガンをガラス面の距離は30cmほど離して行ってください。20cm以下に近づけると、濃く塗装してしまう箇所と薄く塗装してしまう箇所が現れて、塗りムラが出来る可能性があります
移動速度は1m/s
スプレーガンの移動速度は、1秒で1mほどの速度での移動をしてください。この移動速度は、ずっと維持することで、塗りムラを防ぐことができます。
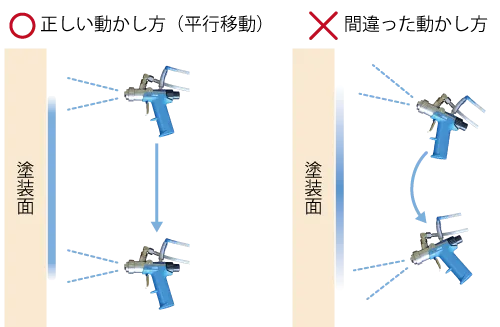
ガラス面に対して平行移動させる
スプレーガンは、手首を固定してガラス面に対して平行に移動させます。図の右側の間違った動かし方のように、手首を使って円弧を描くように塗装すると、塗りムラが発生しやすくなります。
光触媒コーティング剤の塗装
1m×1mを目安に塗装
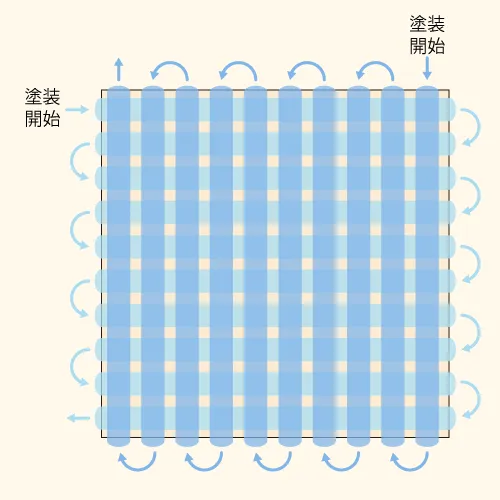
スプレーガンをガラス面の前に構え、次の図は、1m×1mほどの面積を目で確認して、その間を左右、上下と塗装する動作の例です。窓ガラスの大きさや、手の動く範囲に合わせて、ご自身で塗装範囲を決めて、塗装していきます。
大きなガラス面を塗装する場合、慣れていたら、1m×1mよりも広い範囲を塗装してもかまいませんが、2m×2mですと、端の方がスプレーガンを塗装面に垂直に向けることが難しくなるので、その当たりを考慮しながら、塗装効率が最大になるように考えます。
最初は1m×1mが目安です。
スプレーガンの移動は端で折り返す
上図をもう一度ご覧ください。最初に左右を塗装し、続いて上下を塗装しますが、それぞれスプレーガンが端まで行ったら、図の矢印のように折り返して連続的に塗装します。
左右、上下で全面を塗ったら、これを1セットとします。
外壁塗装や内装塗装の場合は、これを2セット繰り返しますが、ガラス塗装の場合は、1セットのみで修了です。ガラス面に、2セット繰り返してしまったら、ガラス面に光触媒の虹色のまだら模様が出やすくなるからです。
上下、左右でパターン形状を変更
スプレーノズルのパターン形状とは、噴霧される光触媒コーティング剤の形状のことです。次の図をご覧ください。ABAC温風低圧塗装機のスプレーノズルは、先端のフロースリーブを回転させることによって、パターン形状を変えられます。
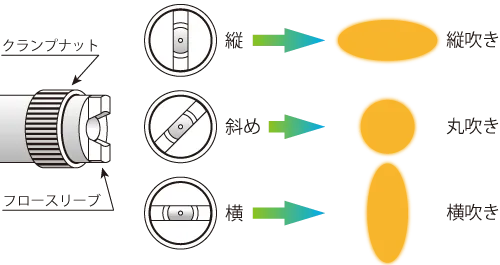
スプレーガンを左右に移動させて塗装する場合は、フロースリーブを横向きにして、縦吹き形状にします。スプレーガンを上下に移動させて塗装する場合は、フロースリーブを縦向きにして、横吹き形状にします。
フロースリーブの回転は、クランプナットを手で緩めて回転させ緩めて行います。フロースリーブを、上下や左右といった必要な角度に調整したら、クランプナットを締めて固定します。
なお、光触媒コーティング塗装では、斜めの丸吹きは利用しません。
以上、これから光触媒コーティング塗装を事業として取り入れたいとお考えの方に向けて、ガラス用の光触媒コーティング剤を塗装する液剤や塗装できる箇所、塗装機材、ガラスの清掃方法、塗装方法などを解説いたしました。
塗装方法を文章で読んだだけで施工することは、自動車の運転をマニュアルを読んだだけで行うようなものです。実際に光触媒コーティング塗装を体験してから、お仕事として受注するようにした方が良いことは、述べるまでもありません。
弊社では、光触媒コーティング塗装の実習ができる、光触媒コーティング施工講習会を開催しています。弊社の工場にご来場いただいての講習、もしくは御社にて出張開催もいたします。
施工講習会についての詳細は、弊社までお問い合わせください。
ご不明なことがございましたら、お気軽に弊社までご相談ください。
この記事の著者/責任者

株式会社イリス 代表取締役
島田 幸一 (Shimada Koichi)
私はもともと、地元農業のソリューション提供を事業としていたが、野菜や果物の劣化を促進させるエチレンガスの分解を研究したことで、光触媒の可能性を感じ起業いたしました。運よく可視光でも効果のある酸化チタン光触媒を世界で初めて開発して脚光を浴び、さまざまな業種のお客様から注文をいただける企業にまで成長できました。現在弊社は、可視光応答型光触媒を使ったコーティング剤を始め、外壁やガラス、石材、自動車の車内にクリア塗装ができる光触媒コーティング剤や、酸化チタンから下地を守るプライマーの開発。その後も、さまざまな材質に光触媒を定着するための研究を続け、多くの企業で採用されています。